|
CHARBONBIO ÉTUDE DE PROCEDE DE PYROLYSE PERMETTANT DE PRODUIRE UN CHARBON DE BOIS BIO (BIOCHAR) A PARTIR DE BIOMASSES DIVERSES POUR DES APPLICATIONS TELS QUE LA METALLURGIE
PARTENAIRES FINANCIERS
Programme de rechercheL’objectif de ce projet est de développer un procédé de pyrolyse permettant de produire un charbon de bois à partir de diverses biomasses telles que des plaquettes forestières, du bois non imprégné en fin de vie (bois de classe A), du miscanthus, des sous-produits ou déchets agricoles ainsi que des déchets de bois adjuvantés ou bois de classe B (panneaux de particules, MDF, contreplaqués…) et notamment les déchets d’éléments d’ameublements bois (DEA bois). Une première application visée pour ce biochar serait la substitution du coke utilisé dans les haut-fourneaux pour la production de fonte. D’autres applications métallurgiques telles que l’injection de biochar dans le laitier des fours électriques est également envisageable. En outre, l’utilisation du biochar dans d’autres applications telles que la production de charbon actif, la production de charbon de bois type barbecue ainsi que le domaine de la chimie verte (transformation des huiles, goudrons et gaz issues de la pyrolyse) sont d’autres débouchés potentiels. Pour que le prix de revient du biochar soit économiquement rentable, il est nécessaire de valoriser les chaleurs fatales ainsi que les autres sous-produits issus du procédé de pyrolyse. Cette valorisation peut se faire sous forme d’une vente de chaleur à un industriel ayant des besoins en énergie thermique importants ou encore sous forme de valorisation dans une installation de cogénération. Une difficulté du projet est l’épuration des gaz de combustion dans le cas d’une utilisation de biomasse imprégnée (bois de classe B). La pyrolyse sous atmosphère contrôlée conduira à une production plus faible de gaz qu’une combustion classique (pas ou peu d’apport d’air et donc pas ou peu de dilution dans l’azote). Les coûts d’épuration étant principalement liés au volume et non à la teneur en polluants, ceux-ci seront ainsi limités et la rentabilité économique du procédé sera ainsi améliorée. Il conviendra donc de définir et de dimensionner les solutions industrielles permettant le traitement des effluents. Les gaz dépollués pourront ensuite être brûlés pour récupérer les calories et potentiellement produire de l’électricité. Par ailleurs, dans le cas d’une utilisation en haut-fourneau, le biochar devra être broyé selon un procédé industriel à définir de manière à pouvoir être injecté (matériau pulvérulent).
Caractères innovantsLa sidérurgie est l’un des secteurs industriels qui rejettent le plus de CO2. Le coke, encore largement utilisé dans le monde pour produire la fonte, contribue fortement à cette émission de gaz à effet de serre. L’utilisation du biochar à l’échelle industrielle, qui transforme de la biomasse en combustible neutre en CO2, ouvre des perspectives totalement nouvelles pour la réduction des gaz à effet de serre et la production de fonte « verte ». Ce projet s’inscrit pleinement dans les objectifs de la Plateforme publique de recherche METAFENSCH voulue par le Président de la République et qui vise à promouvoir l’économie circulaire dans le domaine de l’élaboration des métaux. D’un point de vue environnemental, ce projet devrait permettre à terme d’apporter une solution efficace pour le recyclage des déchets de bois adjuvantés en proposant un procédé permettant la production d’un produit dépollué (biochar) pouvant être utilisé pour diverses applications de sorte à assurer une prise en charge importante de la ressource disponible. D’un point de vue économique, les retombées pourront être doubles dans la mesure où l’établissement d’une filière de valorisation de déchet de bois permettra d’une part de limiter les tensions sur la ressource bois qui conduisent aujourd’hui à une hausse des tarifs et d’autre part, à proposer une matière première à coût réduit pour les industriels concernés leur permettant ainsi de diminuer leurs coûts de production et d’améliorer leur compétitivité. Par ailleurs, le bois énergie est un vecteur de développement local : L’exploitation de 1000T de bois crée un emploi durable dans des entreprises locales (exploitation forestière, conditionnement, stockage et transport). L’utilisation du bois énergie contribue à l’entretien de la forêt et du paysage. La valorisation énergétique des sous-produits forestiers et bocagers permet d’améliorer l’état sanitaire des espaces boisés. Concernant la création d’emplois, il parait logique que le développement d’une telle filière soit générateur d’emplois dans la mesure où le biochar devra être produit dans une entreprise qui se développera sur le territoire national (étape suivante de ce projet).
PRINCIPAUX RESULTATSa. Procédé de torréfactionUn procédé de torréfaction n’est pas adapté à la production d’un biochar utilisable en métallurgie. En effet, la modélisation du comportement du bois torréfié en haut-fourneau a mis en évidence un problème de taux de volatiles élevé dans la biomasse torréfiée. Or, dans le haut-fourneau, la température atteint les 2 000°C et il y a donc un craquage de ces matières volatiles. Leur présence en grandes quantités implique donc une forte consommation énergétique. Il a été calculé un taux de conversion de la biomasse torréfiée par rapport au coke de 12%. Il faut donc 100kg de bois torréfié pour remplacer 12kg de coke, ce qui n’est pas économiquement intéressant.
b. Etat de l’art des brevets et procédés industriels relatifs à la carbonisationEXERGIA a réalisé un état de l’art des procédés industriels de carbonisation de biomasse permettant de fournir du biochar en quantité industrielle (> 2000 tonnes/an). Par exemple nous avons identifié la technologie de four à soles multiples développé par la société Cockerill Maintenance et Ingénierie, le procédé de type Lambiotte développé par la société CARBON TERRA, le procédé Torspyd® développé par la société Thermya appartenant aujourd’hui à la société AREVA et le procédé Xylowatt (NOTAR®Gasifier).
c. Plan d’approvisionnementNous avons élaboré un plan d’approvisionnement pour une production de biochar à partir de plaquettes forestières : collecte de données bibliographiques pour la présélection de l’implantation de l’unité à approvisionner (ADEME, CEMAGREF...), étude précise avec recherche de fournisseurs et contrats écrits garantissant une quantité constante à un prix constant pour une certaine période. Pour cette étude, les quantités recherchées étaient de 50 000 t/an. Il en est ressorti que la ressource était disponible en quantité dans les deux secteurs étudiés : la Lorraine et la Bourgogne.
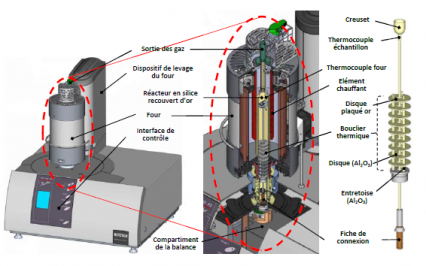
d. Essais de pyrolyseEssais en thermobalanceL'analyse thermogravimétrique (ATG) est une technique d’analyse thermique qui consiste en la mesure de la variation de masse d'un échantillon en fonction du temps, pour une température ou un profil de température donné. Elle permet, entre autres, d’accéder aux propriétés suivantes : humidité, taux de matières volatiles, taux de carbone fixe, taux de cendres et rendement en solide de la pyrolyse (taux de dégradation). Ces essais permettent d’évaluer le comportement thermophysique des matériaux et d’identifier précisément la gamme de températures dans laquelle doivent être traitées les différentes biomasses pour atteindre les spécifications demandées.
Schéma de la thermobalance
Essais sur le banc de pyrolyseDes essais de carbonisation (pyrolyse sous atmosphère inerte = N2) permettent d’étudier l’évolution du rendement en solide de la carbonisation dans différentes conditions (température et durée de la carbonisation).
banc d’essais utilisé pour l’étude de la pyrolyse
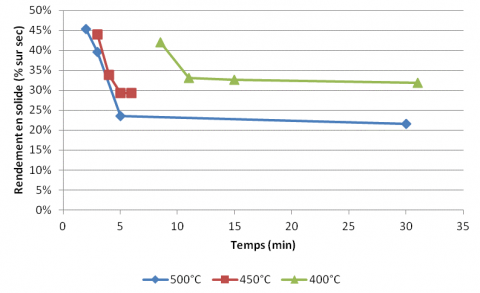
Les résultats obtenus montrent une bonne cohérence des résultats avec les essais menés en thermobalance, notamment en termes de correspondance entre le rendement en solide final avec la température de réaction. Il apparait que la dégradation se fait plus rapidement dans le réacteur que dans la thermobalance, ceci étant dû à une vitesse de montée en température (non mesurée) plus rapide dans ce réacteur. Ce point révèle que l’évolution du taux de dégradation d’un échantillon au cours du temps et pour une température donnée, est fortement dépendante de la vitesse de montée en température des particules (flux de chaleur) et donc du type de réacteur utilisé pour le procédé de carbonisation.
Evolution du rendement en solide en fonction de la température et de la durée du traitement
Test sur d’autres biomassesUne seconde étape a été d’utiliser cette méthodologie pour caractériser différentes biomasses peu exploitées jusqu’ici (déchets d’ameublement, résidus agricoles…). En outre, les propriétés physico-chimiques des différents charbons produits seront déterminées notamment la composition chimique des cendres ainsi que le PCI des goudrons et des gaz produits, cela afin de vérifier la conformité du charbon vis-à-vis des exigences des potentiels utilisateurs du charbon produit et pour déterminer le potentiel de valorisation énergétique du procédé de pyrolyse. Toutes ces caractéristiques physico-chimiques seront exploitées dans nos modèles thermodynamiques. Les biomasses ont été sélectionnées selon divers critères (disponibilité, gisement, coût…) :
Au total, 10 biomasses ont été sélectionnées pour réaliser les tests de pyrolyse.
Descriptif des différentes biomasses testés Conclusions sur les essais de pyrolyseLes résultats expérimentaux obtenus sur les tourillons de hêtre ont montré que pour atteindre les objectifs en matière de teneur en carbone dans le charbon préparé, un taux de dégradation minimum de 70% doit être obtenu. Il apparait que la fourchette de température raisonnable pour réaliser cette opération soit comprise entre 400°C et 500°C dans le cas du bois, à savoir que plus la température est élevée, plus les pertes énergétiques seront importantes (pertes aux parois du réacteur) mais plus la durée de carbonisation sera réduite. Les essais menés sur les diverses biomasses ont permis de déterminer les conditions de pyrolyse nécessaires à l’obtention d’un taux de carbone spécifique. Nous avons confirmé que ces niveaux de températures se situent entre 400°C et 500°C. L’écorce de résineux donne un excellent rendement de carbonisation et présente un taux de cendre relativement faible. Ce serait donc un candidat très intéressant pour réaliser un test de plus grande ampleur.
Biochar production for metallurgical applications
Michel Leforta, Alexandre Balestruccia, Rodolphe Bauera, Vincent Roussela, Yann Rogaumeb, Pierre Girodsb Baptiste Colinb and Pierre Neauc
a Exergia,, Parc technologique, Genlis, F-21110, France bLERMAB, 27 rue Philippe Seguin, Epinal, F-88000, France cSt-Gobain PAM BP 109-Les longues Raies-Maidières 54704 Pont-à-Mousson France
Keywords: Pyrolysis; carbonization; biochar; wood waste; cast iron
1. IntroductionToday, blast-furnace use mostly coal coke to produce cast iron. This coal coke is issue of coal’s pyrolysis and use for two reasons: bring heat by its combustion and reduce iron ore. As it’s a fossil energy, coal coke’s combustion produces a lot of carbon dioxide so that metallurgical industry is one of the most polluting industries. In order to reduce carbon dioxide production, the European Union has put since 2005 carbons quotas over industries. Every industrial site has a carbon quota which allows it to produce a definite quantity of carbon dioxide. If the site goes over this limit, it must buy quotas to another site which didn’t use all of its quotas. As quotas decrease each year, their prices increase. Which means using coal coke is more and more expansive. To avoid this, it would be possible to use biochar instead of coal coke. But this biochar must have the same property as coal coke. Biochar is obtained by pyrolysis which is a thermal treatment which allows the transformation of a raw material in a product more energetic. The raw material can be an organic material like wood, hay or bark, or an inorganic like coal or tyre. Two parameters are important, the temperature and the residence time. Products are of three types: solid, condensable gas and incondensable gas. Parameters have an effect of the proportion of each type in the final product. If the temperature stays relatively low and with long residence time the major product is coal and the process is called carbonization. As wood resources are limited, tensions over the wood industry are very strong and price increase gradually. To avoid this and in an ecological purpose, the raw material will be agricultural waste like hay or corn stover. It can also be furniture’s waste or bark. This study will allow choosing the best of this material as raw material for our process. The questions are, how can we transform this material in a biochar which can be use in a blast furnace? What will be the process conditions and how many will it cost? In order to answer these questions, the study examined the fix carbon, the ash content, the ash composition and the gas calorific value. These measures had been done on ten different types of biomass: particles board, Fibreboard, plywood, OSB, softwood bark, hardwood bark, wheat hay, floating floor, corn stover and grape marc. In a second time the cost of the biochar’s production, its gains and the global cost of the installation were evaluated and the payback calculated.
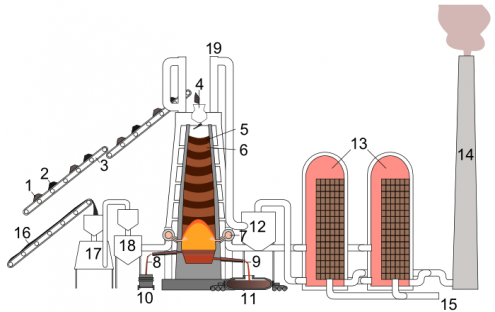
2. Why using biochar in blast-furnace? A blast-furnace is an industrial installation which transforms the iron ore in cast iron. To do this transformation, the blast-furnace needs coke. As we said, coke is issue from a coal’s pyrolysis which means that this coke is very rich in carbon. It can so provide these two qualities, be a combustible in order to achieve the process temperature, around 2 100°C in the low part of the blast-furnace and be a reducer to transform iron ore (Fe2O3) in iron (Fe).
Figure 1: blast-furnace scheme
Blast furnace placed in an installation 1. Iron ore + limestone sinter 2. Coke 3. Elevator 4. Feedstock inlet 5. Layer of coke 6. Layer of sinter pellets of ore and limestone 7. Hot blast (around 1200 °C) 8. Removal of slag 9. Tapping of molten pig iron 10. Slag pot 11. Torpedo car for pig iron 12. Dust cyclone for separation of solid particles 13. Cowper stoves for hot blast 14. Smoke outlet (can be redirected to carbon capture & storage (CCS) tank) 15: Feed air for Cowper stoves (air pre-heaters) 16. Powdered coal 17. Coke oven 18. Coke 19. Blast furnace gas down come
Before coke was used, blast-furnace used wood coal instead. But with the industrial revolution, quantity of wood coal wasn’t enough anymore and coke’s quality better. That’s why this last was chosen. In order to reduce carbon dioxide emission, the European Union has put since 2005 the quotas system. Each industrial site can produce a certain quantity of carbon dioxide in one year. For example, table 2 show quotas allowed to St-Gobain Pont-à-Mousson site.
Table 1: carbon quotas As we can see, carbon quotas decrease each year. The system of quota creates a new market, the carbon market. In this market, firms can exchange their carbon quota. A firm which didn’t use all its quotas can so sell its extra quotas. This market has two purposes. First, it allowed big industry to have time to invest in carbon neutral process which can be very expansive and second it encourages firm which have money and time to reduce their emission but not the need to do it. How carbon price is regulated by the market and how number of quotas decrease each year, pollute will become more and more expensive. This politic purpose to achieve the European emission goals: decrease greenhouse gases emissions of 20% above 1990 level in 2020. Carbon prise can be calculated by the next way:
With: P: global carbon price (in €) Cbio: Coal buy’s price (in €/t) mcoal: coal mass (in t) Cquo: quota cost (in €/t) Q: number of quotas allowed to the firm
Carbon dioxide is issue of coke’s combustion. The best way to decrease it is to replace a part of this coke by a non-fossil fuel. And the closest non-fossil fuel to coke is of course biochar. But, to replace coke by biochar, this biochar must have the same property as coke. This biochar has to be tested to be sure property are the same and the process will not need to be change.
3. Biomass analyses These analyses were done in LERMAB (Laboratoire d’Etude sur le MAtériau Bois). They examined the fix carbon, the ash content, the ash composition and the gas calorific value. These measures had been done on ten different types of biomass: particles board, Fibreboard, plywood, OSB, softwood bark, hardwood bark, wheat hay, floating floor, corn stover and grape marc.
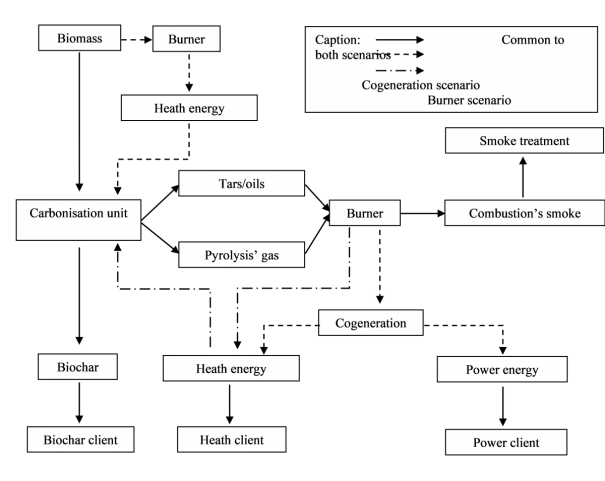
4. Technical and economic study This study gave us a result and an idea on potential gain. To calculate this, several hypotheses were assumed. The biomass cost 20 € per metric ton and will be sent to 270 € per metric ton after transformation. This price is assumed to be the cost of coal coke without carbon price. It is issue from St-Gobain’s information. The biomass’ cost is assumed according to our market’s observations. Moreover, the installation can produce 2 000 metric ton of biochar per year. At least, power produce is sent at 154 € per MWh, according to the “arrêté du 27/01/2011” of the French republic and heat at 35 € per MWh. Two scenarios were considered. First, only heat is produced and sold. Second, a part of this heat is transformed in power by cogeneration. Figures 2 and 3 show block diagrams of both scenarios.
Figure 3: block diagram of cogeneration’s and burner’s scenario
4.1 Carbonization A first a mass balance was done on this operation. Assuming that all the raw material is transformed in biochar, incondensable gas and condensable gas in this proportion: 31/19/50 % and raw’s material moisture content is 7%, the raw material needed to produce 2 000 ton of biochar is of 6 937 ton. To determine the calorific value of this products, we considered the composition proposed by GIRODS in his thesis, “PROCEDE MULTI-ETAGE DE VALORISATION DE DECHETS BOIS TYPE PANNEAUX DE PARTICULES” and the calorific value given by the chemistry Handbook. Calorific value of incondensable gas is 13 706 kJ/kg and calorific value of condensable gas 3 431 kJ/kg. The energy produced by combustion of this product is 7 384 MWh. To determine the energy needed to carbonize the biomass, we used the next formula from DEGLISE & DONNOT:
With: ER the roasting energy TR the roasting temperature Ta the ambient temperature mFwa the furniture waste anhydrous mass
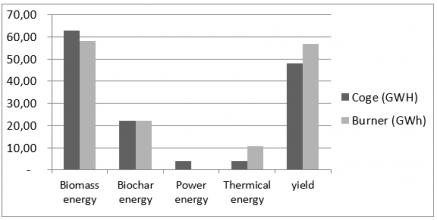
Considering 873, 15 K as roasting temperature and 288, 15 K as ambient temperature, the energy needed is 2 735, 68 MWh. At this energy, we add the water vaporization energy. Water represents 7% of furniture’s waste mass. At the end, the carbonization needed 3 279 MWh. There was so 4 433 MWh available for sell. Figure 3 resume all these energies:
Figure 3 : Carbonization energy (in kWh) We can also evaluate this installation’s yield. To compare material flux to energetic flux, we will convert all values in energy thanks to de Net Calorific Value of each materials. Figure 4 shows these results.
Figure 4: Both scenarios energetic yields Figure shows the energy lost because of the pyrolisis. Yields which stay theoretical is upon 60ù for both scenarios but he is bigger for burner scenario as cogeneration scenario. That’s because the transformation from thermal energy in power energy is done witch a low yield, here supposed to be 42%.
4.2 Investment To estimate the value of investment, we did a market study on each part of this investment. The main part is the pyrolysis unit. According to this market study, the cost will be around 580 000 €. We estimate the same way the milling unit, 100 000 €, the air filtration unit, 250 000€, the cogeneration unit, 580 000 € or the energy recovery unit, 300 000€, the civil engineering cost 300 000€. Table 4 resumes all these costs:
Table 2: Burner’s and Cogeneration’s scenario cost
4.3 Results According to all hypotheses done before, we have been able to estimate the financial statement presents in table 5. Table 5 shows that the scenario with cogeneration is more profitable even if the investment is more important.
Table 3: Financial statement
To calculate the payback, we used the next formula:
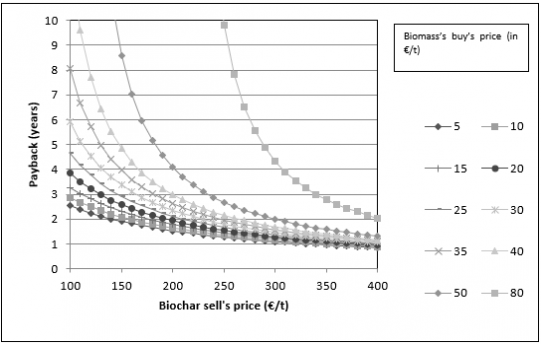
We considered the project subsidized at 45%. In order to study influence of furniture’s waste price on payback, we race on figure 5 evolution of payback in function of biochar’s sell’s price and biomass’s buy’s price.
Figure 5: Payback evolution according to the biochar sell’s price for different furniture's waste price
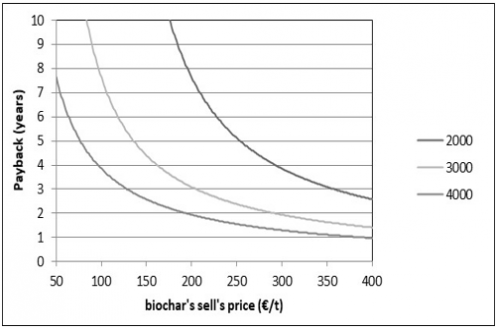
We can see on figure 5 that this project’s payback depend a lot of biomass’s buy’s price, especially when his sell’s price is weak. If this one is higher as 300€/t, payback isn’t very affected by biomass’s price. On figure 6, we represented that payback evolution according to biochar production quantity each year.
Figure 6: yields of cogeneration scenario according to the biochar’s sell’s price and the yearly production
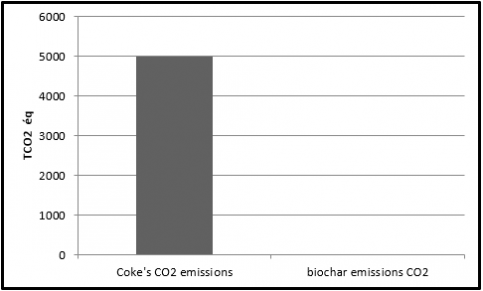
Investment is still the same for each yearly production. We considered that the production increasing con be done by the number of production’s hours increasing rather than buy news equipment. Result show a bigger sensibility of sell’s price for an installation producing 2000t/years as for an installation producing 4000t/an. Indeed, to begin to be interesting, the installation needs to have a payback lower than 5 years. In another way, we also calculated CO2 quantity saved by our biochar’s utilization n replacement of the coke. This saving is present in figure 7.
Figure 7 : Comparison of Coke’s CO2 emissions and biochar CO2emission
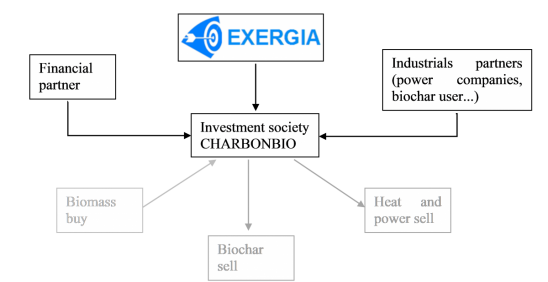
4.4 Project After this study, EXERGIA wish to implement a pyrolysis’ unit in order to begin an industrial production according quantities we take about previously. To do this, EXERGIA will create an investment society. It will be finance by EXERGIA and his financial and industrials partners. Figure shows a block diagram of this investment society.
Figure 8: block diagram of the investment society
|
Copyright© 2019 - EXERGIA SAS